Как достичь Уровня 5 по модели CMM в области QA и тестирования / Хабр
Перевод статьи подготовлен специально для студентов курса Python QA Engineer.
В этой статье мы поговорим о том, что такое уровни СММ и как их достичь в QA-процессах, а также рассмотрим доступные и понятные примеры.
Для любого процесса, будь то процесс контроля качества, процесс разработки или любой другой нетехнический процесс, существуют уровни зрелости. Под уровнями зрелости мы понимаем уровень формализации и совершенствования процессов, начиная от ad-hoc процессов до таких, которые состоят из формализованных и определенных шагов, у которых есть метрики результатов, и которые были оптимизированы.
CMM (Capability Maturity Model, Модель зрелости возможностей)
Это модель, основанная на процессах, которая используется для оценки зрелости организации в различных областях. Концепция СММ была введена Институтом Программной Инженерии (SEI) в США.
Концепция СММ была введена Институтом Программной Инженерии (SEI) в США.
Несмотря на то, что эта модель применяется к процессу разработки программного обеспечения, в конечном итоге она используется и для других процессов, таких как QA и тестирование.
Существует пять различных уровней зрелости: от 1 до 5. По мере развития от первого до пятого уровня уменьшаются изменчивость и непоследовательность. Ниже приведено детальное описание пяти уровней. Здесь мы будем рассматривать 5 уровней СММ с позиции QA – процессов, а все результаты по выходу с каждого уровня будут применяться к процессу анализа качества и тестирования последовательно, чтобы достичь 5 уровня.
Уровень 1 (Начальный): Ad-Hoc: нераспланированный, бессистемный и непоследовательный
Как предполагает термин «Ad-Hoc»: нераспланированный, неподготовленный, то есть на этом уровне не придается значение планированию, постановке целей на дальнейшие процессы, принципам руководства и стандартам.
Поскольку нет заранее определенных стандартов и процессов, одна и та же задача может быть выполнена разными людьми по-разному.
Это вносит еще больше хаоса, поскольку эта же задача будет выполнена в следующих раз совсем по-другому, ведь нет никакой документации о процессе, которая помогла бы его воспроизвести еще раз.
Таким образом, на этом уровне процесс плохо контролируется, ведет себя реактивно и непредсказуемо.
Пример:
В QA примером может послужить такая ситуация, когда в организации несмотря на то, что анализ качества является одной из фаз жизненного цикла продукта, нет никаких стандартов и нет определенного процесса, нет шаблонов для результатов тестирования – планы тестирования, стратегии тестирования, сценарии и тестовые случаи не стандартизированы.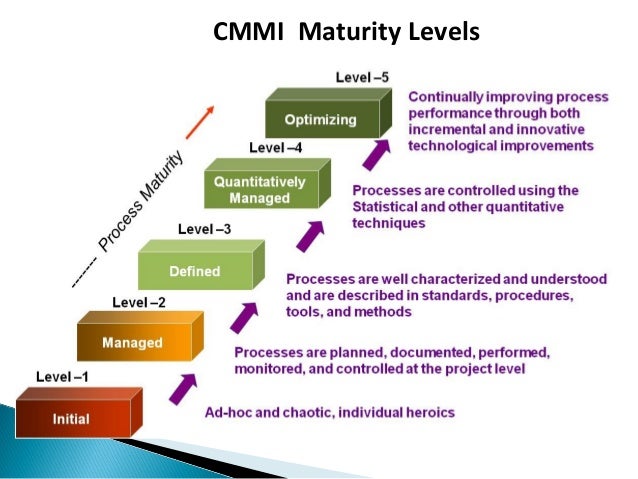
Даже если все эти вещи определены и задокументированы, но у каждого члена команды свой способ выполнения того или иного процесса, то процессы все еще не являются последовательными. То есть в таком случае не приходится говорить о контроле QA, а сам уровень в целом характеризуется хаотичностью.
Уровень 2 (Повторяемый) – Управление: Инициирование определения процессов на высоком уровне
На этом этапе мы получаем решение проблемы в связи с тем, что характеристики QA — процессов отличаются от тех, которые мы видели на первом уровне. У нас уже есть четкие процессы, методология и стандарты.
Стандарты и процессы не только оказываются завершенными, но по итогу они хорошо задокументированы, поэтому они могут быть воспроизведены в любой из аналогичных задач, которые были выполнены ранее. Вот почему этот уровень еще называется
Таким образом, основное внимание уделяется базовому управлению проектами на этом уровне.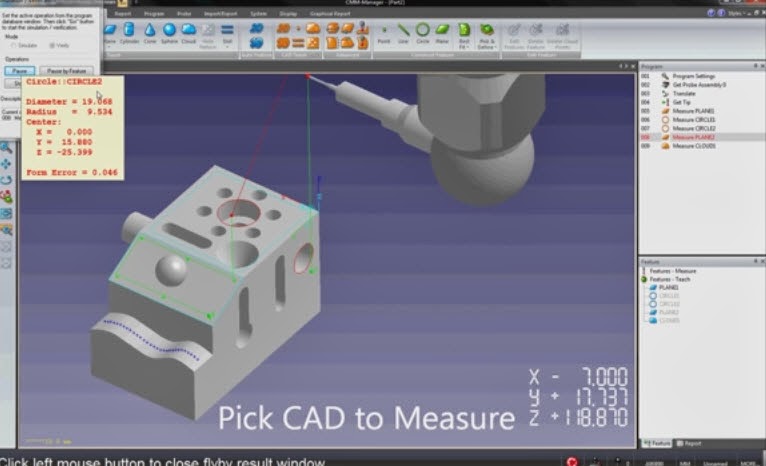
Пример:
Для проведения анализа качества определите весь процесс и методологию проведения QA для различных типов тестирования, таких как функциональное, тестирование на производительность и т.д. Определите роли и обязанности специалистов по тестированию и их тимлида в жизненном цикле проекта и подготовьте шаблоны для представления результатов на каждом этапе. План тестирования, стратегия тестирования, сценарии и тестовые случаи должны быть организованными.
Нужно не только написать и подготовить, но и поделиться документацией с командой.
Уровень 3 (Определенный) – Основная Компетенция: Придумайте обобщенный процесс, покрывающий большую аудиторию и большее количество областей
На третьем уровне люди мотивированно следуют стандартам и процессам, которые были определены на предыдущем уровне. Для этого, процессы в первую очередь должны быть посильны всем людям, вовлеченным в их выполнение. Необходимо определить, какие навыки необходимы для эффективного выполнения или использования процессов и стандартов, а также требуется ли для этого какая-то предварительная подготовка.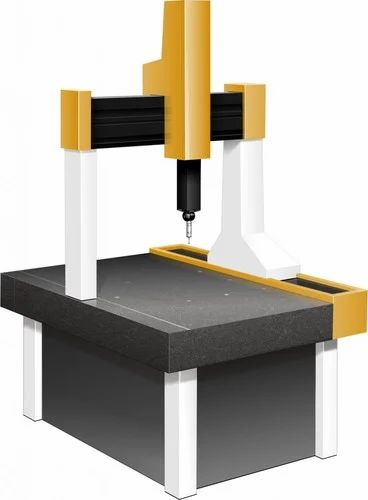
Далее мотивируйте и поддерживайте человеческие ресурсы, чтобы они были в состоянии выполнять процессы и следовать стандартам. На этом уровне, люди, имеющие больше опыта, делятся своими знаниями с другими.
Основное внимание уделяется документации, стандартизации процессов и интеграции. К этому времени у организации уже есть свой собственный стандартный процесс тестирования программного обеспечения.
Пример:
Проведение вебинаров или тренингов, позволяющих тестировщикам ознакомиться с определенным новым процессом и стандартами QA и мотивировать их пользоваться ими в своей повседневной проектной деятельности.
Уровень 4 (Управляемый) – Предсказуемый: Измерение процессов
На этом уровне количественно измеряются процессы, определенные на уровне 3. Это нужно для контроля ресурсов, необходимых для выполнения любой задачи. На основе этого количественного анализа, без ухудшения качества конечного продукта процессы можно скорректировать, если это необходимо.
Анализ проводится путем разделения всего процесса на более мелкие подпроцессы, а затем к этим подпроцессам применяются количественные методы. В соответствии с результатом, подпроцессы корректируются по мере необходимости. Этот уровень называют предсказуемым, поскольку на основе предыдущего опыта можно количественно скорректировать курс выполнения процесса и предсказать эффективность работы последующих выполнений процессов.
Ключевыми областями на 4 уровне СММ являются количественное управление проектами и эффективность организационных процессов.
Вкратце на этом уровне измеряется и контролируется процесс.
Пример:
Хорошей идеей будет проведение регулярных QA-аудитов. Они могут включать проверку того, действительно ли команды следуют определенным процессам, используют стандартные шаблоны и придерживаются методологии.
Если вы занимаетесь автоматизированным тестированием, то периодические review кода тестовых сценариев автоматизации, можно привести и это в качестве примера.
Уровень 5 (Оптимизация) – Инновационный: Непрерывное совершенствование
На этом уровне определяются инновационные способы дальнейшего совершенствования предварительно определенных процессов и стандартов. Для этого наши собственные процессы должны постоянно пересматриваться и изменяться путем добавления новых инструментов и технологий, непрерывными исследованиями и обучению новому, освоению самого современного опыта рынка.
Этого можно достигнуть путем сопоставительного анализа вашей организации с другими, обучения у них, попытками перенять опыт и улучшить собственный процесс, добавив в него нечто инновационное. Таким образом, на этом уровне основное внимание уделяется непрерывному совершенствованию процессов. Ключевыми областями процесса являются управление эффективностью организации и количественное управление проектами.
Пример:
Продолжайте совершенствовать методологию, процессы анализа качества, определенные на основе имеющихся результатов аудита.
На основании некоторых исследований был сделан вывод о том, что организация, находящаяся на первом уровне, может потратить до $1000 на ту задачу, которую организации пятого уровня сможет выполнить, затратив всего $10.
Недавно в моей организации выяснилось, что мы проводим регрессионное тестирование вручную, то есть руками повторяем одну и ту же последовательность действий, что занимает много времени и усилий, которые можно сэкономить и вложить в другие более продуктивные действия.
Затем мы разработали доказательство осуществимости концепции автоматизации процесса регрессионного тестирования с помощью инструментов автоматизации. POC прошло нормально и, наконец, нам удалось наладить процесс выполнения регрессионного тестирования с помощью тестовых сценариев автоматизации. Это сэкономило много сил и времени и способствовало улучшению процесса в целом.
После рассмотрения всех пяти уровней, о которых мы говорили выше, кажется, что сложнее всего достичь третьего уровня.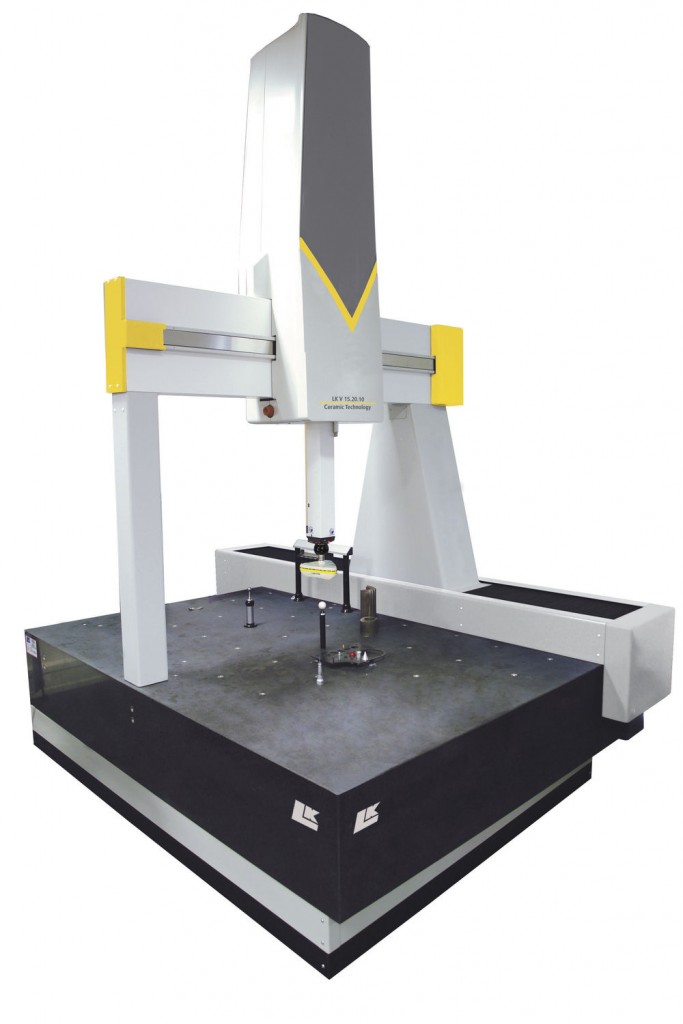 Как только вы его достигнете, до всех остальных уровней будет рукой подать.
Как только вы его достигнете, до всех остальных уровней будет рукой подать.
Дополнительная информация
Сейчас очень популярной стала модель CMMI, которая пришла на смену СММ. Модель CMMI (модель развития функциональных возможностей интеграции), является ничем иным, как преемником СММ. Это комплексный подход, который рассматривает отдельные модели СММ и преодолевает недостатки традиционной. В ней также 5 уровней, которые схожи с СММ.
Ниже лежит очень полезная ссылка, пройдя по которой, вы сможете узнать разницу между CMMI и CMM и сравнить их:
CMMI против CMM
На рынке в сфере тестирования программного обеспечения есть некоторые компании, которые достигли 5 уровня модели CMMI, и их имена стоит упомянуть: Capgemini India Pvt. Ltd – “FSGBU India – Development and Testing Projects”, Capita – “IT Professional Services – Testing Projects” и Infosys Public Services – “Software Development, Maintenance, and Testing”.
Здесь вы можете посмотреть рейтинг CMMI различных организаций.
НОУ ИНТУИТ | Лекция | Зрелость проектных организаций. Методология CMM
Аннотация: Подробно изучается круг идей, лежащих в основе, самой, вероятно, известной методологии улучшения процессов разработки программного обеспечения — СММ. Анализируется логика и структура СММ. Показывается связь СММ с изученными ранее процессными моделями.
Ключевые слова: процессный подход, проектная организация, информационные системы, CMM, capability, maturity, model, ПО, SEI, software engineer, критерии выбора, уровни зрелости, затраты, работ, адаптированност, определение, группа, управление требованиями, группа процессов, предметной области, разделы, стабильность, операции, анализ, интерпретация, деятельность, координация, опыт, программа, управление качеством, качество программного продукта, обобщение, инновация, программная инженерия, руководитель проекта, процессы жизненного цикла, внешняя оценка, целый, Модель процессов, IEEE, реализация требований, интеграционное тестирование, системное тестирование, управление конфигурацией, адекватность модели, стандарт управления проектами
 intuit.ru/2010/edi»>Замечательный практический инструмент, созданный в рамках процессного подхода к описанию деятельности проектной организации, в частности, организации, разрабатывающей информационные системы, демонстрирует методология СММ. CMM расшифровывается как Capability Maturity Model, что по смыслу означает примерно «модель зрелости системы управления». В литературе CMM чаще называют моделью зрелости организации, и я тоже буду следовать этой традиции.
intuit.ru/2010/edi»>Замечательный практический инструмент, созданный в рамках процессного подхода к описанию деятельности проектной организации, в частности, организации, разрабатывающей информационные системы, демонстрирует методология СММ. CMM расшифровывается как Capability Maturity Model, что по смыслу означает примерно «модель зрелости системы управления». В литературе CMM чаще называют моделью зрелости организации, и я тоже буду следовать этой традиции.История возникновения СММ такова. В конце 80-х гг. прошлого века Министерство обороны США заказало Институту программной инженерии1англ. SEI — Software Engineering Institute Университета Карнеги-Меллон работу по созданию системы критериев для выбора субподрядчиков в проектах разработки программного обеспечения. Работа была закончена в 1991 г., и результатом ее стала модель CMM. Нужно сразу оговориться, что модель не содержит никаких финансово-экономических, политических, организационных критериев выбора субподрядчика, равно как и критериев возможности допуска к секретным работам (вероятно, такие задачи и не ставились). Речь идет только о критериях, описывающих способности потенциального субподрядчика в части разработки программных систем.
Речь идет только о критериях, описывающих способности потенциального субподрядчика в части разработки программных систем.
Структура CMM
За основу при оценке способности организации качественно выполнять работу, которая (способность) была названа зрелостью, создатели модели взяли процессы организации. Дальше они сделали несколько нетривиальных предположений, которые впоследствии были приняты и признаны справедливыми многими ИТ-специалистами (а может быть, и большинством из них).
Предположение 1. Существуют качественно отличающиеся уровни зрелости проектной организации, разрабатывающей информационные системы (в модели СММ таких уровней пять).
Предположение 2. Всякая организация-разработчик заинтересована в переходе на более высокий уровень зрелости (не только для того, чтобы повысить свои шансы в борьбе за контракты Министерства обороны, но и в целях собственного совершенствования).
Предположение 3. Переход возможен только на следующий по порядку уровень. «Перескочить» через уровень нельзя (точнее, риски для организации при этом резко возрастают).
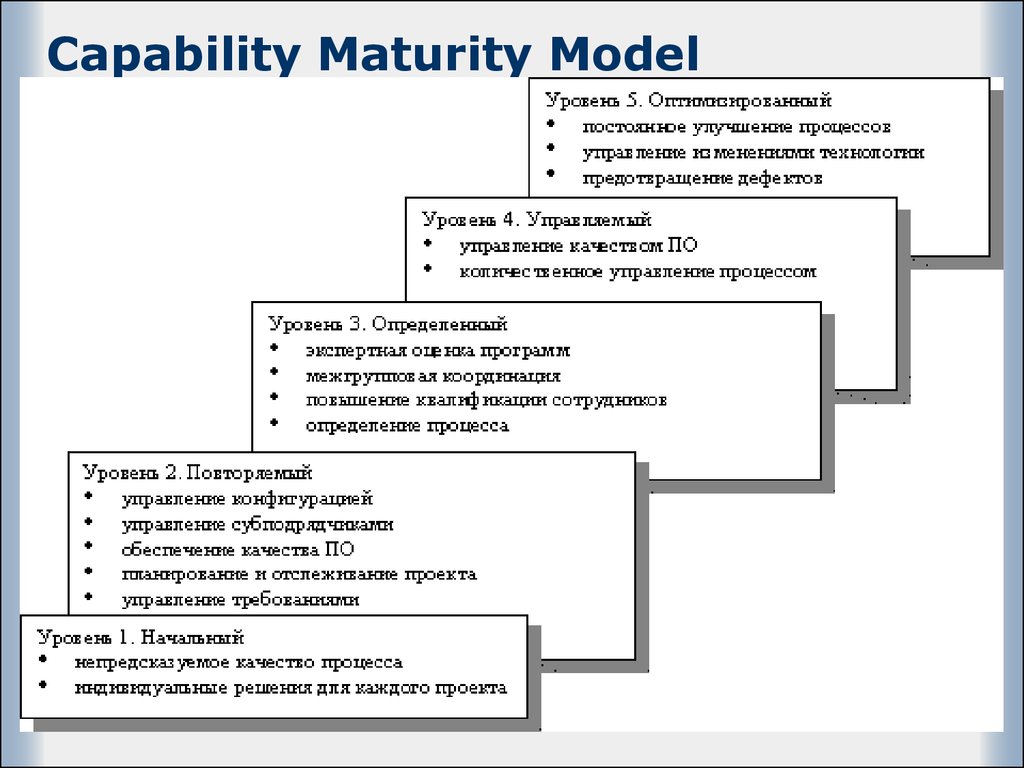
Таким образом, уровни образуют «лесенку», по которой подымается организация по мере собственного развития. Каждый уровень характеризуется определенными составом и свойствами процессов организации. «Лесенка уровней» СММ получила широкое признание и распространение. Вот как она выглядит.
Уровень 1 «Начальный». Производственный процесс в целом характеризуется как создаваемый каждый раз под конкретный проект, а иногда даже как хаотический. Определены лишь некоторые процессы, и успех проекта зависит от усилий индивидуумов.
Уровень 2 «Повторяемый». Установлены основные процессы управления проектом, позволяющие отслеживать затраты, следить за графиком работ и функциональностью создаваемого программного решения. Установлена дисциплина процесса, необходимая для повторения достигнутых ранее успехов в проектах разработки подобных приложений.
Установлена дисциплина процесса, необходимая для повторения достигнутых ранее успехов в проектах разработки подобных приложений.
Уровень 3 «Определенный». Производственный процесс документирован и стандартизован как для управленческих работ, так и для проектирования. Этот процесс интегрирован в стандартный производственный процесс организации. Во всех проектах используется утвержденная адаптированная версия стандартного производственного процесса организации.
Уровень 4 «Управляемый». Собираются подробные количественные показатели производственного процесса и качества создаваемого продукта. Как производственный процесс, так и продукты оцениваются и контролируются с количественной точки зрения.
Уровень 5 «Оптимизирующий». Постоянное совершенствование процесса достигается благодаря количественной обратной связи с процессом и реализации в нем передовых идей и технологий.
Несмотря на нестрогость, приведенное определение интуитивно чаще всего не вызывает возражений. Более того, опытным специалистам понятно, почему переходы возможны только на соседний уровень, как понятно и то, почему вообще стоит стремиться к такому переходу. В то же время никакого количественного или хотя бы формального обоснования такого подхода модель СММ не содержит, что, впрочем, нисколько не умаляет ее достоинств.
Дальнейшее, как говорится, — дело техники. Определяется структура модели ( рис. 7.1), даются определения и начинается кропотливая работа по точному описанию каждого процесса на каждом уровне. Для того чтобы оценить практическую ценность сделанного, пройдем часть этого пути.
Рис. 7.1. Структура модели СММ
На
рис. 7.1 присутствуют следующие понятия.
7.1 присутствуют следующие понятия.
Группа ключевых процессов. Как говорится в (Paulk, и др., 1995), «каждая группа ключевых процессов определяет блок связанных работ, в результате выполнения которых достигается совокупность целей, значимых для повышения продуктивности производственного процесса. Например, для группы ключевых процессов «Управление требованиями» (см. рис. 7.2) цель состоит в том, чтобы согласовать требования, выдвигаемые к проекту разработки ПО заказчиком и разработчиком».
В CMM нет индивидуальных процессов. Вместо этого существуют отдельные работы, называемые ключевыми практиками (см. далее), связанные по входам-выходам друг с другом и служащие исходным материалом для построения процессов. CMM не дает указаний относительно способа построения процессов, т. е. связывания ключевых практик в логические последовательности. Наборы ключевых практик называются группами ключевых процессов.
Рис. 7.2. Распределение групп ключевых процессов по уровням зрелости
Группы ключевых процессов в CMM сопоставляются уровням зрелости ( рис. 7.2), т. е. все практики на уровне взаимодействуют только друг с другом и не взаимодействуют с практиками других уровней. Это позволяет гарантировать полную работоспособность всех процессов на конкретном уровне и, значит, соотносить уровень с законченным этапом развития организации.
Прилагательное «ключевые» подразумевает, что существуют группы процессов (т. е. совокупности практик), которые не являются ключевыми с точки зрения конкретного уровня зрелости, т. е. не связаны с достижением целей этого уровня (см. ниже). Модель СММ не описывает все группы процессов, касающиеся разработки и сопровождения ПО. В ней описаны лишь те группы, которые определены в качестве ключевых определяющих факторов продуктивности производственного процесса.
Цели. Цели в СММ связываются не с процессами, а с группами ключевых процессов. Как уже говорилось выше, цели достигаются за счет выполнения ключевых практик. В CMM достижение цели означает что, во-первых, после выполнения ключевых практик получается нужный результат, и, во-вторых, он получается достаточно стабильно. Способ достижения целей группы ключевых процессов может различаться от проекта к проекту в зависимости от различий в предметной области или среде.
Если эти цели реализуются для всех проектов, то это означает, что организация достигла того уровня зрелости производственного процесса, которому соотнесена данная группа ключевых процессов.
Раздел. Разделы (их на каждом уровне пять и они всегда одни и те же) представляют собой свойства групп ключевых процессов, которые должны быть реализованы на соответствующем уровне. Эти свойства описывают, как процессы реализованы и насколько они легализованы в организации, т.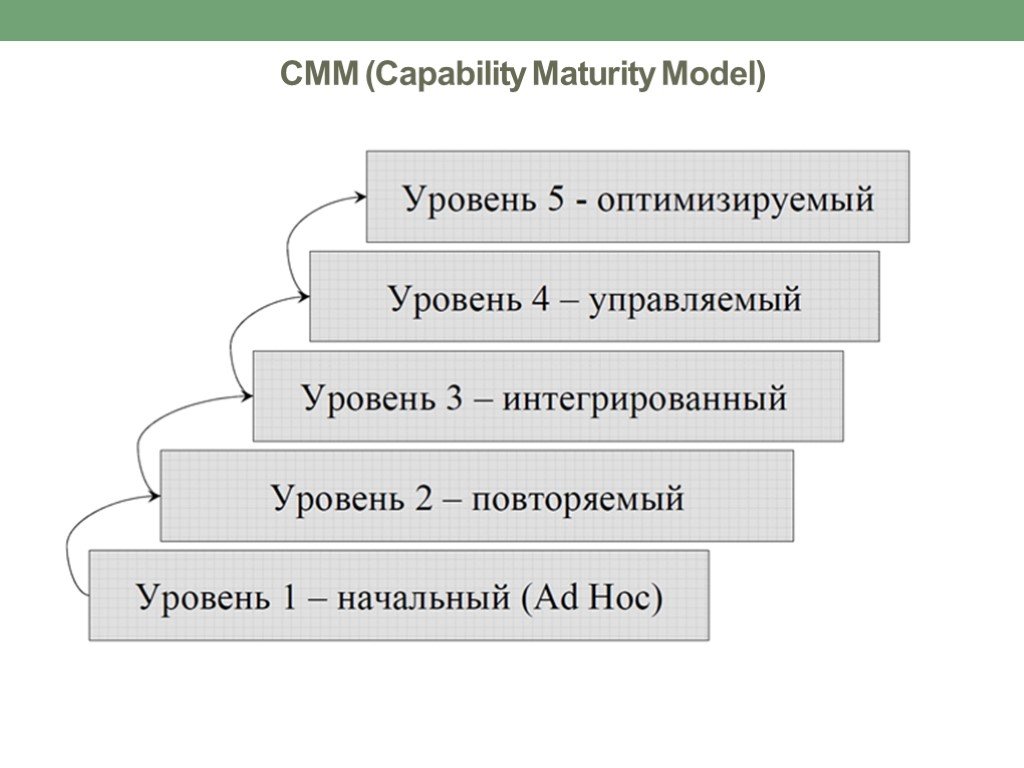 е. официально утверждены и согласованы с корпоративными процедурами, политиками, другими процессами. Вот эти пять разделов.
е. официально утверждены и согласованы с корпоративными процедурами, политиками, другими процессами. Вот эти пять разделов.
Обязательства по выполнению
Описывают действия, которые должна выполнить организация, чтобы обеспечить установление и стабильность процесса. Обязательства по выполнению обычно касаются установления организационных политик и поддержки со стороны высшего руководства.
Необходимые предпосылки
Описывают предварительные условия, которые должны выполняться в проекте или организации для компетентного внедрения производственного процесса; обычно касаются ресурсов, организационных структур и требуемого обучения.
Выполняемые операции
В разделе «Выполняемые операции» описаны содержательные работы, которые должны выполняться на данном уровне. Выполняемые операции обычно включают в себя создание планов и реализацию конкретных операций, выполнение и отслеживание работ, а также, по мере необходимости, выполнение корректирующих действий.
Выполняемые операции обычно включают в себя создание планов и реализацию конкретных операций, выполнение и отслеживание работ, а также, по мере необходимости, выполнение корректирующих действий.
Измерения и анализ
Раздел «Измерения и анализ» описывает, что необходимо сделать для измерения процесса и анализа результатов измерений. В этом разделе обычно приводятся примеры измерений, с помощью которых можно определить статус и эффективность выполняемых операций.
Проверка внедрения
В разделе «Проверка внедрения» описываются шаги, позволяющие убедиться в том, что операции выполняются в соответствии с установленным процессом. В этот раздел обычно входят проверки и аудиты со стороны руководства и работы по обеспечению качества ПО.
Ключевые практики. Составляющие разделов, которые выше описывались словами «действия», «работы», «условия, которые должны выполняться», «шаги», «операции» и т. д., имеют в СММ общее название — «ключевая практика». Вот цитата из (Paulk, и др., 1995):
Составляющие разделов, которые выше описывались словами «действия», «работы», «условия, которые должны выполняться», «шаги», «операции» и т. д., имеют в СММ общее название — «ключевая практика». Вот цитата из (Paulk, и др., 1995):
«Каждая группа ключевых процессов выражается ключевыми практиками, выполнение которых способствует достижению целей группы. Ключевые практики описывают инфраструктуру и операции, которые дают наибольший вклад в эффективное внедрение и установление группы ключевых процессов.
Каждая ключевая практика состоит из одного предложения, часто раскрываемого более подробным описанием, в которое могут входить примеры и уточнения. Ключевые практики, иногда называемые ключевыми практиками верхнего уровня, устанавливают основные политики, процедуры и операции для группы ключевых процессов. Компоненты подробного описания часто называются субпрактиками».
Ключевые практики описывают, ЧТО необходимо сделать, но их не следует воспринимать в виде догм, устанавливающих, КАК нужно достигать целей. Цели группы ключевых процессов можно реализовать с помощью альтернативных практик. Интерпретация ключевых практик должна быть разумной, допускающей достижение целей группы ключевых процессов эффективным способом, хотя, возможно, формально и отличающимся от рекомендованного CMM.
Цели группы ключевых процессов можно реализовать с помощью альтернативных практик. Интерпретация ключевых практик должна быть разумной, допускающей достижение целей группы ключевых процессов эффективным способом, хотя, возможно, формально и отличающимся от рекомендованного CMM.
Взгляд на деятельность по управлению ИТ, при котором вместо процессов рассматриваются их составляющие — ключевые практики, а процессы присутствуют только виртуально, как что-то, что может быть построено из ключевых практик, выглядит на первый взгляд несколько экзотично. До сих пор задача совершенствования управления ИТ решалась внедрением готовых процессов из эталонной процессной модели. Теперь же возникает множество уровней, содержащих разрозненные (т. е. не объединенные в процессы) ключевые практики, и рекомендуемая последовательность продвижения по уровням. Управление ИТ, согласно CMM, совершенствуется по мере продвижения на более высокий уровень зрелости. Что же происходит при таком продвижении?
 intuit.ru/2010/edi»>В определениях уровней (см.
рис.
7.2) появилось такое понятие, как «производственный процесс». Оно же присутствует и в определении группы ключевых процессов, и это не случайное совпадение. Производственный процесс, или, как он точно называется в СММ, Стандартный Производственный Процесс Организации (СППО), — одно из центральных понятий всей модели.
intuit.ru/2010/edi»>В определениях уровней (см.
рис.
7.2) появилось такое понятие, как «производственный процесс». Оно же присутствует и в определении группы ключевых процессов, и это не случайное совпадение. Производственный процесс, или, как он точно называется в СММ, Стандартный Производственный Процесс Организации (СППО), — одно из центральных понятий всей модели.см | КЕЙЕНС Америка
Серия XM представляет собой портативную координатно-измерительную машину (КИМ), которая позволяет любому пользователю легко измерять элементы 3D/GD&T. Система портативна и готова к работе в цеху, поэтому измерения можно проводить в любом месте. Устройство также автоматически записывает данные измерений и создает подробные отчеты об инспекциях. На изображениях представлена наша новейшая модель XM-5000, которая обеспечивает высокоточные измерения как для деталей размером с ладонь, так и для крупных приложений.
Каталоги Цена
Особенности
Высокоточное трехмерное измерение с помощью ручного датчика
К мишеням можно приближаться под любым углом, что обеспечивает интуитивное измерение. Результаты измерений, отображаемые на мониторе, просты для понимания и содержат изображения.
Результаты измерений, отображаемые на мониторе, просты для понимания и содержат изображения.
Измерение большой площади с максимальным размером измерения 2 м (6,6 фута)
Пространство измерения в 66 раз больше, чем у обычных моделей. Все, от деталей размером с ладонь до крупных деталей, можно измерить.
Диапазон измерения в горизонтальном направлении
Диапазон измерения в вертикальном направлении
Координатно-измерительная машина серии WM — это новая портативная КИМ, предназначенная для точных трехмерных и геометрических измерений на большой площади 15 м (49 футов). Подобно серии XM, устройство является портативным и готовым к работе в цеху, поэтому измерения можно проводить в любом месте, в том числе на станке. Устройство также автоматически записывает данные измерений и создает подробные отчеты об инспекциях. На изображении показана наша последняя модель WM-3000, в которой используется беспроводной ручной датчик с визуальными указаниями на экране, что позволяет одному оператору легко проверять детали сложных размеров или, как правило, требует нескольких инспекторов из-за размера детали.
Каталоги Цена
Особенности
Решение проблем измерения крупных деталей
Большие детали, которые трудно измерить
- Ограниченная область измерения
- Проверка в одиночку затруднена
- Высокие затраты на обслуживание
Простое крупномасштабное измерение
- Широкий диапазон измерений
- Простой в использовании
- Нет стоимости владения
Новая концепция в координатной метрологии
Высокая точность Прецизионные измерения на большой площади
Максимальная дальность измерения 15 м 49,2′
Легко использовать Просто коснитесь детали зондом
Беспроводной датчик не ограничивает движения.
Портативный Измеряйте где угодно
Серия WM поставляется со специальным мобильным футляром.
Координатно-измерительная машина (КИМ) представляет собой измерительное устройство, которое измеряет геометрию объектов путем установления дискретных точек на физической поверхности с помощью контактного щупа. Станок укажет положение датчика с точки зрения смещения от исходной точки в трехмерной системе координат (оси XYZ). КИМ может измерять важные 3D-размеры с высокой точностью, записывать измеренные данные и получать сложные функции GD&T. В бесконтактных моделях используются другие методы, такие как камеры и лазеры.
Детали координатно-измерительной машины (КИМ)
Как правило, большинство КИМ мостового или портального типа, как показано на схеме. Сферическая контактная точка, прикрепленная к наконечнику зонда, прикладывается к объекту на столике, а значения координат в трех измерениях (X, Y, Z) задаются и измеряются.
Он в основном используется для трехмерного измерения штампов, таких как автомобильные детали и различные механические детали, трехмерных объектов, таких как прототипы, и измерения отличий от чертежей.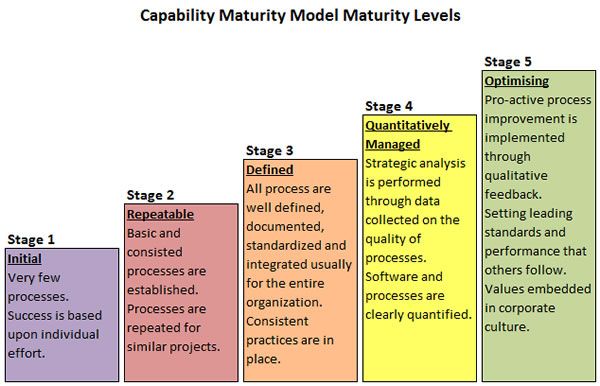
A: Подвижный мост, B: Триггерный датчик, C: Сцена, D: Контроллер
Координатно-измерительные машины (КИМ) имеют возможности трехмерных измерений (направления X, Y и Z), в отличие от ручных инструментов, таких как микрометры, штангенциркули или штангенциркули, которые ограничены измерениями только в одном направлении в время.
КИМ точно отслеживают наконечник зонда в трехмерном пространстве и создают объемные измерения путем построения формы с помощью точек, взятых при контакте с измеряемой деталью. Можно взять еще большее количество точек на большей площади детали, чтобы отобразить поверхность и сравнить с данными САПР для проверки формы, формы и коробления.
Важным преимуществом координатно-измерительных машин (КИМ) является то, что они могут измерять детали, которые трудно измерить с помощью других измерительных машин, с высокой степенью точности.
Еще одна особенность, связанная с характером системы измерения ЧПУ, — это возможность измерения трехмерных координат определенной точки (отверстия и т. д.) от виртуального начала координат с помощью ручного инструмента, такого как штангенциркуль или микрометр. . Кроме того, измерение с использованием виртуальных точек и виртуальных линий и геометрических допусков затруднено с помощью других измерительных машин, но может быть измерено с помощью 3D-КИМ.
д.) от виртуального начала координат с помощью ручного инструмента, такого как штангенциркуль или микрометр. . Кроме того, измерение с использованием виртуальных точек и виртуальных линий и геометрических допусков затруднено с помощью других измерительных машин, но может быть измерено с помощью 3D-КИМ.
Координатно-измерительные машины (КИМ) — это автоматизированные средства контроля. Квалифицированные программисты создают процедуру или программу измерения, измеряя любые необходимые 3D-размеры или размеры GD&T на детали.
После того, как программа зарегистрирована и исходная точка установлена через систему координат, детали могут быть закреплены на месте, и операторы могут запустить автоматизированную процедуру измерения на координатно-измерительной машине. Несмотря на то, что на создание программы затрачивается значительное количество времени, фактическая проверка детали может выполняться автоматически.
Поместите мишень измерения в метрологическую лабораторию не менее чем за 5 часов до измерения, чтобы дать мишени приспособиться к комнатной температуре (обычно 68°F). Это предотвратит ошибки измерения и расхождения из-за теплового расширения.
Это предотвратит ошибки измерения и расхождения из-за теплового расширения.
Выполняйте измерения, направляя датчик в нужное место измерения вручную или с помощью управляющего ПК. КИМ запишет координаты X, Y, Z местоположения зонда. По мере того как точки продолжают сниматься, системное программное обеспечение будет вычислять заданные размеры, такие как диаметры, длины, углы и другие критические размеры.
Калибровка щупа (калибровка датчика)
Калибровка щупа (наконечника щупа), который соприкасается с объектом, должна быть выполнена для точного начала измерения по двум причинам. Первый заключается в распознавании сферических координат центра стилуса. Во-вторых, установить диаметр сферы стилуса. Установив диаметр, можно рассчитать путем смещения радиуса от точки, фактически касающейся (вне сферы) до координат центра сферы.
Для калибровки обычно используется сфера с известной сферичностью, известная как эталонная сфера.
Меры предосторожности при обращении
Хотя некоторые модели могут выполнять измерения порядка 0,1 мкм, правильное использование и управление жизненно важны для точности измерений.
Убедитесь, что движущиеся части перемещаются горизонтально и вертикально во время использования. Кроме того, используйте эталон измерения или аналогичный объект для проверки наличия ошибок индикации.
Для выполнения точных измерений крайне важно, чтобы температура мишени соответствовала комнатной температуре в метрологической лаборатории. В качестве альтернативы параметры измерения должны быть установлены с учетом любой разницы температур.
Для сенсорных щупов важно обеспечить контакт щупа с целью с постоянной скоростью во время измерения.
Техническое обслуживание и калибровка
Обычные КИМ требуют регулярного технического обслуживания и проверки для непрерывного выполнения высокоточных измерений. Особенно в случае КИМ мостового типа с механическим приводом и скользящими частями необходимо регулярно заменять изношенные детали, смазывать и очищать систему для оптимальной работы.
Особенно в случае КИМ мостового типа с механическим приводом и скользящими частями необходимо регулярно заменять изношенные детали, смазывать и очищать систему для оптимальной работы.
Обучение операторов координатно-измерительной машины (КИМ)
Аккуратное обращение с координатно-измерительными машинами обычно требует продвинутых навыков оператора. Как правило, программисты КИМ являются высококвалифицированными специалистами в области метрологии.
Программисты КИМ требуются не только для надлежащей проверки, КИМ может быть повреждена, что приведет к высоким затратам на ремонт, если она не используется должным образом. По этой причине необходимы штатные инспекторы, а необходимая подготовка является необходимым условием для работы.
Аэрокосмическая и оборонная промышленность
См. тематические исследования и информационные документы аэрокосмических и оборонных компаний. Встроенное в систему программное обеспечение SPC автоматически собирает данные и создает подробные отчеты об инспекциях, чтобы соответствовать требованиям AS9100. Примеры применения включают прецизионно обработанные компоненты, отливки, формованные детали и сборки.
Встроенное в систему программное обеспечение SPC автоматически собирает данные и создает подробные отчеты об инспекциях, чтобы соответствовать требованиям AS9100. Примеры применения включают прецизионно обработанные компоненты, отливки, формованные детали и сборки.
Подробнее
Механические мастерские
См. тематические исследования и информационные документы малых и средних механических мастерских или ремонтных мастерских. Будь то высокоточные компоненты, требующие точности координатно-измерительной машины (КИМ), или предоставление инспекторам и механикам возможности быстро проверять детали в цеху, серия XM является подходящим инструментом для работы. Примеры приложений включают прецизионно обработанные компоненты.
Подробнее
Входной контроль
См. литературу, в которой рассматриваются способы повышения эффективности контроля и более быстрого завершения входного контроля. Примеры включают предотвращение узких мест на координатно-измерительной машине (КИМ) за счет быстрой проверки деталей кем угодно и где угодно на объекте.
Подробнее
Координатно-измерительные машины (КИМ) представляют собой сложные контрольно-измерительные приборы с множеством движущихся частей, чувствительных к температуре и влажности компонентов и различных хрупких предметов. Это создает суровые производственные условия, в которых существует гораздо более высокая вероятность дорогостоящего повреждения или неоптимальных условий измерения, ведущих к неточностям во время проверки. Лаборатории качества спроектированы так, чтобы быть безопасными зонами, экологически регулируемыми и обеспечивают благоприятные условия для надлежащего контроля.
Портативная координатно-измерительная машина KEYENCE серии XM представляет собой портативную координатно-измерительную машину (КИМ) для цеха, предназначенную для того, чтобы любой пользователь мог легко и точно измерять 3D-и GDT-элементы в любом месте. После измерения детали система автоматически записывает данные и создает отчет о проверке. Наше последнее устройство позволяет сравнивать CAD и экспортировать 3D CAD. По сравнению с традиционной координатно-измерительной машиной (КИМ) компании отмечают значительное сокращение времени проверки и увеличение пропускной способности благодаря проверкам в цеху кем угодно, а также помогают устранить любые отставания в работе координатно-измерительной машины (КИМ).
Наше последнее устройство позволяет сравнивать CAD и экспортировать 3D CAD. По сравнению с традиционной координатно-измерительной машиной (КИМ) компании отмечают значительное сокращение времени проверки и увеличение пропускной способности благодаря проверкам в цеху кем угодно, а также помогают устранить любые отставания в работе координатно-измерительной машины (КИМ).
Стилус/наконечник зонда
Щуп контактного типа КИМ обычно имеет сферический диаметр. На наконечнике зонда часто используются твердые материалы, наиболее распространенными из которых являются рубин и диоксид циркония.
В дополнение к сферической форме можно использовать иглы с острым концом.
Гранитный стол
Для обеспечения высокой точности измерения поверхность координатно-измерительной машины часто представляет собой каменную пластину. Поверхность каменной плиты имеет очень небольшое изменение формы с течением времени и ее нелегко поцарапать, поэтому ее преимущество заключается в том, что ее можно стабильно использовать в течение длительного времени.
Светильники
Одним из наиболее важных инструментов для использования координатно-измерительной машины являются приспособления для фиксации цели измерения на месте.
Цель измерения фиксирована, потому что она не перемещается во время работы КИМ, потому что движение детали приведет к ошибкам. Обычно используются такие инструменты, как крепежные пластины, зажимы и магниты.
Воздушные компрессоры и осушители
Для координатно-измерительных машин с механическим приводом требуется воздушный компрессор с осушителем. Это можно найти в стандартных КИМ мостового или портального типа.
Программное обеспечение
Существует примерно два типа программного обеспечения для координатно-измерительных машин.
Во-первых, это программное обеспечение для наших собственных измерительных машин, которое мы независимо разработали для каждого производителя измерительных машин.
Второй — это программное обеспечение, разработанное сторонней организацией, которое может использоваться с измерительными приборами различных производителей.
обычно имеют систему координат устройства, которая задается в объекте.
Система координат устройства определяется устройством, например, направление оси, которая движется в поперечном направлении, является осью X, а направление, перпендикулярное поверхности предметного столика, является осью Z. Поэтому, в зависимости от ориентации измеряемого объекта, она может отличаться от базовой плоскости или базовой линии самого объекта. Поскольку физически разместить это в координатах станка сложно и неточно, рабочая система координат устанавливается в соответствии с базовой плоскостью или базовой линией объекта.
Таким образом, выравнивание ориентации заготовки с ориентацией опорных координат называется выравниванием.
Для установки рабочей системы координат требуется три элемента информации.
Первая — это плоскость, которая является базовой плоскостью, а направление, перпендикулярное этой плоскости, — это ось Z.
Вторая линия — это опорная линия, которая обычно является осью X, а вертикальное направление — осью Y. Прямая линия может быть измерена непосредственно от объекта, или это может быть прямая линия, соединяющая две разные точки (например, два отверстия) с виртуальной линией.
Третий момент – происхождение. Это начало координат является нулевой точкой каждого значения координат X, Y и Z. Также можно указать конкретную точку (например, центральную точку определенного отверстия) в качестве начала или виртуальную точку (точку пересечения). где пересекаются две прямые.
Как правило, пользователь выбирает цель измерения, называемую «элементом», например плоскость, через меню программного обеспечения и начинает измерение. В случае координатно-измерительной машины контактного типа кончик щупа соприкасается с измеряемым объектом и берется точка измерения. Элемент измеряется путем измерения минимального количества точек измерения, указанных для каждого элемента. Если количество точек измерения дополнительно увеличивается, оно часто рассчитывается по методу наименьших квадратов.
Если количество точек измерения дополнительно увеличивается, оно часто рассчитывается по методу наименьших квадратов.
Помимо плоскостей, элементами измерения являются линии, точки, окружности, цилиндры, конусы и сферы.
Размеры и трехмерные формы измеряются путем расчета расстояний и углов между измеряемыми элементами.
Некоторые элементы имеют трехмерные формы, такие как цилиндры и конусы, но некоторые элементы не имеют трехмерных форм, например линии и круги. Эти элементы обычно проецируются на плоскость (перемещаются перпендикулярно направлению плоскости), чтобы их можно было правильно измерить. Проецируемая плоскость называется базовой плоскостью или плоскостью проекции.
Координатно-измерительные машины также могут измерять с использованием виртуальных линий и точек.
Используются различные примеры виртуальных элементов, такие как пересечения между прямыми линиями, допуски между плоскостями, пересечения между плоскостями и окружности между конусами и плоскостями.
Можно сказать, что измерения с использованием этих виртуальных элементов, которые трудно измерить с помощью ручных инструментов, таких как штангенциркуль, являются уникальными для трехмерных измерений.
Для правильной установки и измерения требуются специальные знания и навыки.
Требуется поддерживать соответствующую температуру в помещении для измерений и стабилизировать температуру объекта.
Поскольку необходимо выполнять калибровку каждый раз при изменении различных настроек и углов зонда, поддерживать частую смену продукта непросто.
Поскольку требуется помещение для измерений, трудно выполнять частые измерения при обработке объекта.
Для установки требуется большое пространство и строительство экологически контролируемой лаборатории качества, что очень дорого.
Расходы на техническое обслуживание измерительной среды и измерительного оборудования могут быть бременем.
Программирование КИМ требует значительного времени по нескольким причинам. Требуемое время для отправки детали в лабораторию качества, получение соответствующей температуры для детали, фиксация, калибровка каждого наконечника зонда и время, необходимое для завершения измерения.
Серия XM от KEYENCE — это координатно-измерительная машина нового типа, которая преодолевает обычные препятствия для КИМ. Это портативная настольная КИМ, которая позволяет любому оператору легко измерять параметры 3D/GD&T. Устройство также не требует контролируемой среды и может использоваться в цеху. Узнайте больше об этой КИМ нового поколения!
Представляем лазерный трекер KEYENCE со специальным беспроводным датчиком, который устраняет ограничения движения при измерении крупных объектов. Измерения также можно выполнять практически в любом месте без необходимости доставлять мишени в метрологическую лабораторию, что помогает сократить время, затрачиваемое на измерение, и повысить производительность.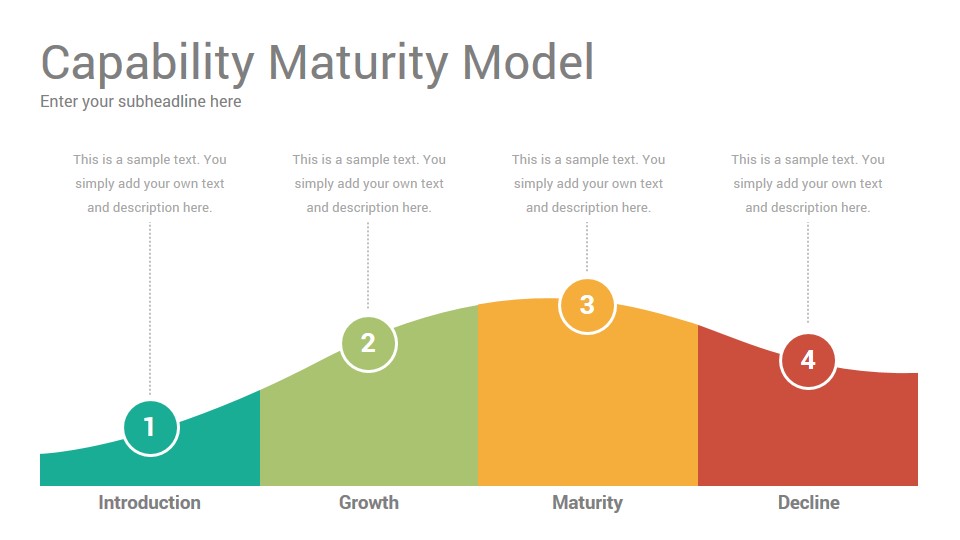 Кроме того, воспроизводимость чрезвычайно высока — в диапазоне микрометров, что устраняет различия в результатах измерений для деталей сложной формы, требующих высокой точности, включая лопатки турбины.
Кроме того, воспроизводимость чрезвычайно высока — в диапазоне микрометров, что устраняет различия в результатах измерений для деталей сложной формы, требующих высокой точности, включая лопатки турбины.
Подробнее
- Оптические КИМ (VMM)
- Координатно-измерительная машина большой площади (КИМ)
Что такое КИМ? — Программное обеспечение для трехмерной метрологии, обучение и КИМ
КИМ представляет собой измерительную систему, предназначенную для проверки точности и документирования изготовленных деталей и узлов. Они запрограммированы и/или контролируются для измерения размера, формы, размера и взаимосвязей между элементами. Проверка основана на сравнении определения детали и конструкции, установленных техническими чертежами и/или определением САПР. Изготовленная деталь проверяется на соответствие ее конструкции, чтобы она хорошо подходила к следующей сборке и выполняла свою работу как часть этой сборки.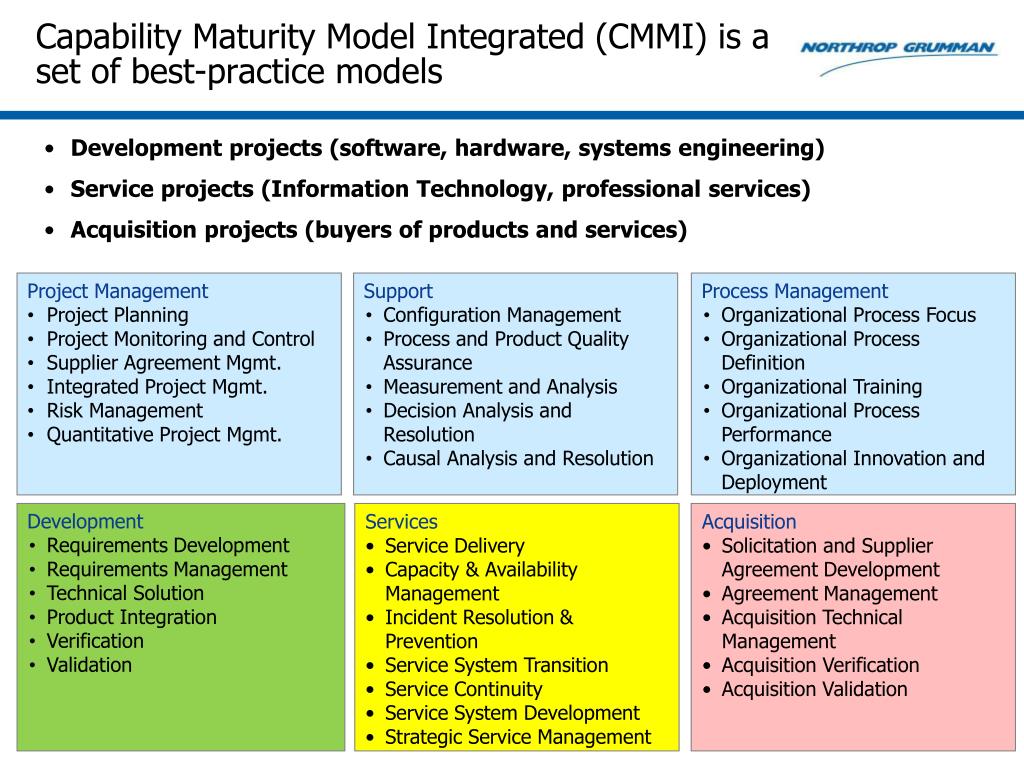 Помимо проверки размеров, большое значение может иметь проверка того, параллельны ли элементы, концентричны ли они, плоские или расположены ли они под правильным углом по отношению к другим элементам. Некоторые из этих потребностей измерения могут быть очень сложными и трудоемкими. КИМ помогают решить эти проблемы.
Помимо проверки размеров, большое значение может иметь проверка того, параллельны ли элементы, концентричны ли они, плоские или расположены ли они под правильным углом по отношению к другим элементам. Некоторые из этих потребностей измерения могут быть очень сложными и трудоемкими. КИМ помогают решить эти проблемы.
Основные компоненты КИМ:
- Базовая рама и измерительный стол (или «поверхностная плита») — Стол обычно из гранитного камня, толстый, плоский и устойчивый. Большие машины могут иметь основание, встроенное в пол. Для вертикальной конструкции в стол могут быть встроены одна или две направляющие.
- Вертикальные, поступательные (скользящие) конструкции – Вертикальные и горизонтальные балки с направляющими, которые перемещаются с помощью серводвигателей и снабжены прецизионными измерительными «весами», которые их отслеживают. Эти узлы обычно поддерживают движение машины по осям X, Y и Z, поэтому каждый из них можно назвать одной из «осей» из трех.
- Головка зонда в сборе.
 Рабочий конец прибора, который выполняет измерения, обычно, но не всегда, представляет собой шарнирную конструкцию «сенсорный триггер». Узел головки датчика и узел датчика подвешены к конструкции X, Y, Z и могут иметь либо ручное, либо моторизованное 5-осевое сочленение для углов датчика.
Рабочий конец прибора, который выполняет измерения, обычно, но не всегда, представляет собой шарнирную конструкцию «сенсорный триггер». Узел головки датчика и узел датчика подвешены к конструкции X, Y, Z и могут иметь либо ручное, либо моторизованное 5-осевое сочленение для углов датчика. - Квалификационная/калибровочная сфера.
- Контроллер машины.
- Контроллер датчика.
- Джойстик – для ручного перемещения машины и измерительной головки.
- Компьютерная рабочая станция.
 Рабочий конец прибора, который выполняет измерения, обычно, но не всегда, представляет собой шарнирную конструкцию «сенсорный триггер». Узел головки датчика и узел датчика подвешены к конструкции X, Y, Z и могут иметь либо ручное, либо моторизованное 5-осевое сочленение для углов датчика.
Рабочий конец прибора, который выполняет измерения, обычно, но не всегда, представляет собой шарнирную конструкцию «сенсорный триггер». Узел головки датчика и узел датчика подвешены к конструкции X, Y, Z и могут иметь либо ручное, либо моторизованное 5-осевое сочленение для углов датчика. Изделие для контроля прочно крепится к столу, чтобы оно не двигалось и не деформировалось во время зондирования. Он удерживается зажимными приспособлениями или другими средствами. Сенсорный триггер или датчик другого типа подвешивается к головке с помощью адаптеров и стержня, навинченного на шар, известный как «стилус». Узел зонда имеет встроенный датчик, который сообщает о касаниях стилуса и положении наконечника. Эти данные передаются обратно на датчик и контроллеры машины. Вся система общается с программным обеспечением, встроенным в компьютерную рабочую станцию. Станок программируется программным обеспечением КИМ, а полученные данные математически подгоняются, систематизируются, сравниваются и передаются в отчеты также программным обеспечением.
Вся система общается с программным обеспечением, встроенным в компьютерную рабочую станцию. Станок программируется программным обеспечением КИМ, а полученные данные математически подгоняются, систематизируются, сравниваются и передаются в отчеты также программным обеспечением.
Общая цель для всех типов КИМ
- Проверка изготовленных деталей на соответствие проектным и контрактным требованиям
- Создание надежной записи о произведенной детали, включая размерные и относительные аспекты ее геометрии
- Соответствие с требованиями к отчету о проверке первого изделия (FAIR)
- Выполнение проверок в процессе производства
- Достижение сокращения или исключения брака
- Соответствие ISO или другим отраслевым стандартам
Существуют различные подходы к достижению целей измерения, которые должны быть реализованы с помощью КИМ. Многое зависит от варианта использования, принятых правил и стандартов технической ассоциации, требований к точности и воспроизводимости. Трехмерные контурные формы не могут быть проверены ручными инструментами, такими как микрометры, штангенциркули. и калибровочные штифты. С этой задачей не справятся даже штангенрейсмасы или другие инструменты двумерных измерений. Многие измерения взаимосвязей, такие как выноски GD&T, такие как параллелизм, концентричность и т. д., требуют значительного времени для настройки и измерения с помощью циферблатных индикаторов или методов «старой школы». Штангенциркули и микрометры касаются измеряемой детали только в двух точках. Измерения различаются из-за того, что инспектор держит калибр и заготовку, при этом показания варьируются от одного инспектора к другому.
Трехмерные контурные формы не могут быть проверены ручными инструментами, такими как микрометры, штангенциркули. и калибровочные штифты. С этой задачей не справятся даже штангенрейсмасы или другие инструменты двумерных измерений. Многие измерения взаимосвязей, такие как выноски GD&T, такие как параллелизм, концентричность и т. д., требуют значительного времени для настройки и измерения с помощью циферблатных индикаторов или методов «старой школы». Штангенциркули и микрометры касаются измеряемой детали только в двух точках. Измерения различаются из-за того, что инспектор держит калибр и заготовку, при этом показания варьируются от одного инспектора к другому.
Измерения должны быть записаны, что замедляет процесс и может привести к ошибкам транспонирования. Таким образом, во многих случаях КИМ являются ответом. При оценке того, какой тип конструкции и функций КИМ лучше всего соответствует вашим потребностям, вы всегда должны тестировать некоторые из ваших деталей на соответствие вашим спецификациям на различных рассматриваемых типах КИМ и взвешивать все за и против.
Обзор основ проектирования КИМ
Координатно-измерительная машина (КИМ) существует уже несколько десятилетий и прошла долгий путь в своем развитии. Для этих измерительных систем конкуренция среди OEM-производителей является частью того, что вывело технологию на новый уровень. Кроме того, сторонние разработчики программного обеспечения, поставщики услуг, дилеры, клиенты и конкурирующие технологии также способствуют улучшению возможностей и эффективности КИМ. Основной целью КИМ является точное измерение формы и размера, включая положение и ориентацию элементов на детали, а также отношения между элементами.
КИМ бывают всех размеров, чтобы соответствовать размеру деталей и требуемой точности. Кроме того, бюджет и другие практические соображения являются соображениями. Существует небольшое количество типов машин, которые развились и преобладают на рынке. Эта статья предназначена для того, чтобы представить общий взгляд на основные характеристики их структурных макетов. Это может быть полезно для понимания того, какой стиль лучше всего соответствует вашим потребностям при поиске системы.
Конструкции КИМ
МОСТ
Это самый распространенный стиль. Его ключевой конструктивной особенностью, благодаря которой он получил свое название, является вертикальная «вагонная» конструкция, состоящая из двух вертикальных балок, поддерживающих горизонтальную (мостовую) балку, соединяющую два вертикальных элемента. Мост перемещается вперед и назад, проходя через стол, приводимый в движение электрическим серводвигателем, а его положение отслеживается с помощью точных измерительных весов. Шкалы состоят из фиксированной кодированной ленты, которая интерпретируется считывающими головками, прикрепленными к подвижному структурному элементу. Старые системы обменивались данными через аналоговую систему, которая считывала положение с помощью электронного сигнала, интерпретируемого декодером, с последующей передачей сигнала положения на контроллер машины. Аналоговые системы были вытеснены цифровыми весами, которые обмениваются данными через шестнадцатеричный поток данных (хотя аналоговые системы все еще используются). Цифровые весы стали стандартом.
К балке моста подвешена вертикальная движущаяся балка (ось Z), которая также снабжена электроприводом, положение которой определяется по собственной шкале. Он имеет подвижный основной конструктивный элемент, на котором закреплена головка зонда и сам зонд. Конструкция моста оптимизирована для обеспечения точности при незначительной потере доступа к измерительной таблице (имеется в виду ограниченный доступ к объекту контроля). Благодаря своей точности и широкому распространению мостовые КИМ бывают разных размеров. Они предлагаются в размерах от маленьких, максимально доходящих до деталей размером с микроволновую печь, до больших, до размеров смарт-автомобиля.
| Плюсы — Точность. Доступность. Умеренная стоимость. Широкое использование и, следовательно, доступ к сервису, экспертным знаниям/консультациям и запасным частям.
Минусы – Больше препятствий для доступа к оболочке предмета контроля, чем у консольных или горизонтальных консолей. |
КОНСОЛЬНАЯ
Эта конструкция имеет конструкцию, которая в отличие от КИМ мостового типа с двумя подвижными вертикальными балками, поддерживающими траверсу, поддерживается направляющей только с одной стороны. Поэтому он консольно выступает с этой стороны как единственная опорная нога. Боковая опора имеет вверху направляющую, по которой перемещается поперечина (например, в направлении X). Вертикальная опорная балка датчика проходит через поперечную балку (направление Y) и имеет механизм, который перемещает вверх/вниз Z-стойку, на которой закреплена головка датчика. Эта конструкция обеспечивает лучший доступ к инспекционному столу, но имеет некоторую потерю точности. Поскольку эффект падения будет усиливаться по мере удаления от Z-образной балки, консольная конструкция лучше подходит для небольших деталей и когда доступ важнее точности.
| Плюсы – Легкий доступ через 3 из 4 сторон к инспекционному столу. Лучше для автоматизации и замены деталей. Дешевле. Подходит для мелких деталей.
Минусы – степень пониженной точности. В наши дни встречается реже, поэтому могут возникнуть проблемы с поддержкой, запчастями, ремонтом. |
ГОРИЗОНТАЛЬНАЯ РУКА
Эта компоновка была более популярна в прошлом, но и сегодня продается для конкретных нужд. Это более дешевое решение, но оно обеспечивает открытый доступ к столу, хотя и в меньшей степени, чем консольная конструкция. Эта машина была очень популярна для автомобильного дизайна и разработки форм, особенно для моделирования и лепки из глины. Он хорошо зарекомендовал себя при измерении панелей кузова автомобиля в целом, где важны точки крепления и взаимосвязь между панелями. Кстати, бесконтактные сканеры практически взяли на себя работу по анализу кузовных панелей и контуров штампованных деталей. Сканирование стало надежной технологией для соответствия классу A, плавности и непрерывности взаимодействия с клиентом. Это также верно для реверс-инжиниринга, сборки и инструментальной разработки штамповок или неметаллических «белых кузовов» для автомобилей.
Распространенным вариантом установки горизонтального кронштейна является соединение двух башен с измерительными головками, как две КИМ в одной. В этой конфигурации можно легко добраться до обеих сторон автомобиля за одну настройку. Версии КИМ с горизонтальной стрелой имели недорогую, достаточно точную конструкцию на основе гранитного стола. Версии с кузовом автомобиля обычно устанавливаются на пол, а не на гранитный стол, что дает им большой диапазон измерений.
| Плюсы — Недорого и открытый доступ. Исторически выбран для оцифровки и проверки кузовов автомобилей.
Минусы – Становится все труднее найти запчасти для старых версий на основе таблиц. |
ПОРТАЛЬНАЯ
Часто рассматривается как КИМ для крупных деталей. Но есть и более мелкие версии. Для больших есть две большие стальные конструкции, возведенные в качестве боковых конструкций машины. Поперечная балка проходит по верхним направляющим по всей длине этих конструкций. Когда балка оси Z подвешена к поперечине, она может проходить через поперечину, двигаясь вверх и вниз, чтобы выполнять движение Z. Большие порталы обычно крепятся к полу, а меньшие имеют обычную гранитную поверхность.
| Плюсы — Подходит и точен для крупных деталей, так как между датчиком и полом и другими конструкциями проходит много дневного света. Стабильная, жесткая конструкция для больших форматов. Этот дизайн часто выбирался как предпочтительный для среды магазина.
Минусы – Наименьший доступ к столу и зоне контроля, где закреплен объект контроля. Большие порталы являются непомерно дорогостоящими, если только они не требуются для жестких допусков крупных деталей. Лазерные трекеры стали основой портативной КИМ для контроля крупных деталей и оснастки. Поэтому во многих случаях они вытеснили большие портальные машины. |
ВАРИАНТ – МОБИЛЬНЫЕ И ЦЕХОВЫЕ КИМ
Для наиболее распространенной установки КИМ требуется помещение с контролируемым климатом или метрологическая лаборатория, в которой размещается одна или несколько КИМ, изолированных от цеховой среды. Эта контролируемая установка уменьшает несоответствия и неизвестные факторы нестабильной среды. Колебания температуры и тепловое расширение являются серьезной проблемой в метрологии. Однако расположение КИМ рядом с рабочим местом, например, в рабочей ячейке, дает ряд преимуществ. Одним из вариантов может быть объединение КИМ с автоматизацией. Если добавляется робот или другая система, возможна операция отключения света.
КИМ, устанавливаемые в цеху, не обязательно новы, но становятся все более распространенными. КИМ в цеху может даже обслуживаться тем же человеком, который изготовил деталь. Эти машины устраняют часто используемые воздушные подшипники, помещения с контролируемой средой и требования к высокому напряжению типичных КИМ. Они привозят машину на работу. Они компенсируют колебания температуры в цеху с помощью встроенных аппаратных и программных функций компенсации.
| Плюсы — Детали отправляются быстрее, меньше ожидания обработки в лаборатории КИМ. Чем ближе обнаруженные проблемы к источнику проблемы, тем быстрее и легче они решаются. Лучшее владение дефектами производителями деталей и меньше споров между производителем и отделом контроля качества. Детали измеряются в той же среде, в которой они были изготовлены, что, возможно, устраняет неопределенность теплового расширения. В публикации Metrology News сообщается: «Проверка 3D-элементов в процессе производства сводит к минимуму время реакции на корректировку обработки».
Минусы . Обученные специалисты по КИМ могут быть не так доступны, как в лаборатории КИМ, поэтому могут возникнуть проблемы с персоналом. Не все убеждены, что производственная среда подходит для контроля КИМ. Несмотря на то, что машины предназначены для эксплуатации в цехах, они по-прежнему подвергаются воздействию загрязнений окружающей среды и цехов, которые могут причинить им вред. Контроль, техническое обслуживание, обеспечение точности станка и статус калибровки может быть труднее поддерживать. |
Резюме
При выборе типа КИМ, который соответствует потребностям вашего предприятия, необходимо учитывать многое. Многое зависит от варианта использования, принятых правил и стандартов технических ассоциаций, типичных размеров деталей, требований к точности и воспроизводимости.